隨著食品加工業的快速發展,廢水處理與資源化利用已成為企業實現綠色可持續發展的關鍵環節。本文以四川成都歐米爾食品有限公司冰淇淋加工廢水處理工程為例,系統分析其污水處理工藝及再生利用實踐,旨在為同類食品加工企業提供技術參考與工程借鑒。
一、項目背景與廢水特性
歐米爾食品有限公司位于成都市,是一家專業生產高端冰淇淋的食品企業。在生產過程中,主要產生清洗設備、車間地面沖刷以及原料預處理等工序的廢水。該類廢水具有以下顯著特點:
- 有機物含量高:廢水中含有大量的乳脂、糖類、蛋白質等,化學需氧量(COD)和生化需氧量(BOD5)濃度高。
- 水質水量波動大:生產具有季節性高峰,且不同班次、不同產品的清洗廢水成分和排放量差異明顯。
- 含有懸浮物:包括未溶解的原料顆粒、包裝物碎屑等。
- 可能含有清潔劑殘留:生產設備CIP(原位清洗)會使用堿性或酸性清洗劑。
若直接排放,將對受納水體造成嚴重的有機污染和富營養化風險。因此,建設一套高效、穩定、經濟的廢水處理系統迫在眉睫。
二、污水處理工藝流程
基于“預處理+生化處理+深度處理”的技術路線,結合企業實際,設計并建設了以下處理工藝單元:
- 預處理階段:
- 格柵:去除廢水中較大的懸浮物和漂浮物,保護后續水泵和設備。
- 調節池:均衡水質水量,緩沖生產波動對處理系統的沖擊,池內設曝氣攪拌防止沉淀和腐化。
- 氣浮裝置:通過溶氣氣浮工藝,高效去除廢水中的油脂、乳脂及部分膠體物質,大幅降低后續生化處理的負荷。
- 生化處理階段(核心):
- 厭氧處理(UASB反應器):高濃度有機廢水首先進入升流式厭氧污泥床反應器。在厭氧微生物作用下,將大分子有機物分解為小分子有機物和沼氣(主要成分為甲烷,可回收利用),實現COD的高效去除。
- 好氧處理(A/O工藝):厭氧出水進入缺氧-好氧(A/O)活性污泥系統。在缺氧段進行反硝化脫氮,在好氧段進一步降解有機物并進行硝化反應。該工藝具有去除COD、BOD和總氮(TN)的綜合效能,運行穩定。
- 深度處理與消毒階段:
- 二沉池:分離好氧池出來的混合液,使污泥沉淀回流,上清液進入后續單元。
- 混凝沉淀池/Fenton高級氧化(備用):對于出水有更高要求或生化出水偶有波動時,通過投加混凝劑或啟動Fenton氧化進行深度處理,確保COD和色度穩定達標。
- 消毒池:采用二氧化氯或紫外線進行消毒,殺滅病原微生物,確保出水衛生安全。
- 污泥處理系統:產生的剩余污泥經濃縮、脫水(如帶式壓濾機)后,形成泥餅外運妥善處置。
三、再生利用實踐
該工程不僅著眼于“處理達標排放”,更積極探索“廢水再生利用”,實現資源循環:
- 中水回用:經過深度處理并消毒后的出水,水質可達到《城市污水再生利用 城市雜用水水質》(GB/T 18920)等相關標準。這部分再生水(中水)被回用于:
- 廠區綠化灌溉、道路灑掃。
- 車間沖洗地面、廁所沖洗。
* 冷卻塔補水等非直接接觸生產用水的環節。
此舉顯著減少了新鮮自來水的消耗量,節約了水資源費和生產成本。
- 能源回收:厭氧處理單元(UASB)產生的沼氣被有效收集。沼氣經過脫硫等凈化處理后,可用于:
- 鍋爐房輔助燃料,提供蒸汽或熱水。
* 驅動沼氣發電機,產生部分電能,供給廠區使用。
實現了廢水中有機質能量的回收利用,降低了企業對外部能源的依賴。
四、工程成效與啟示
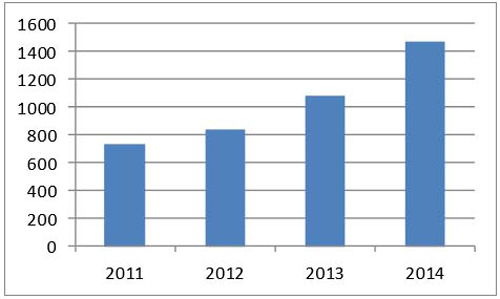
歐米爾食品冰淇淋加工廢水處理工程自投入運行以來,系統運行穩定,出水水質長期穩定達到《污水綜合排放標準》(GB8978-1996)一級標準,部分指標滿足更嚴格的回用標準。通過中水回用和沼氣回收,每年為企業節約了大量水費和能源費用,取得了顯著的環境效益與經濟效益。
該案例的成功實踐為食品加工行業,特別是乳制品、冷飲行業提供了重要啟示:
- 源頭管理與精準的工藝設計是基礎:必須充分分析自身廢水特性,選擇針對性強、耐受沖擊的工藝組合。
- 資源化是發展方向:將廢水視為“資源載體”,回收水資源和能源,變廢為寶,是實現循環經濟和降本增效的有效途徑。
- 智能化運營:結合在線監測與自動控制系統,實現工藝參數的優化調整,確保處理效果穩定并降低運行能耗。
成都歐米爾食品的案例表明,食品加工廢水處理不應僅是滿足環保法規的“末端治理”,更應通過科學規劃和先進技術,將其融入企業整體的資源循環體系。污水處理與再生利用的有機結合,不僅是企業履行社會責任的體現,更是提升核心競爭力、實現長遠發展的綠色引擎。